电动代步车车架设计技术方案
汽车工程学院 焊接s2016-1 姓名 学号
一、题目分析
代步车是电瓶、底盘、车身各总成安装的基础和关键承载部件,车架设计的好坏直接影响到电动代步车的安全性、舒适性和动力性,直接关系到整车性能。车架的设计关键在纵梁,本文介绍了在车架建模初期,运用传统的经典力学分析车架受力情况,简化各部分载荷,建立纵梁受力模型,初步求解此模型,然后将求解的过程部分程序化,最终求出纵梁的基本储存。从而为后面的有限元分析模型提供纵梁的尺寸依据,是有限元模型的建立更加精确,缩短有限元的周期,提高分析的精度,从而使车架的设计得到优化。
二、技术方案
1、技术要求
中管高度:中管主要根据骑车人的身高不同做出不同设计
2、焊接设备
试验中的kuka机器人为6关节站立式机器人,最大负载16kg,重复定位精度±0.05mm,工作半径1790mm(如图2.3所示),主要特点有:①优异的坚固刚性结构,从而获得最佳的固定负载能力;②高精度位置监测系统,大功率伺服系统,使机器人具有高度动态特性和精度;③焊接摆动功能,多种摆动形式可供选择;④多层焊软件,打底焊接完成后,自动生成盖面焊轨迹;⑤多种轨迹运行方式,点到点运动,直线插补,圆弧插补及复杂的曲线插补运行.该系统采用主从控制技术,在同一个工件上两台机器人协同工作,在运动和焊接过程中,两机器人之间通过以太网相互通讯,自由协同工作,可以同时完成同样的焊接任务,也可以分别完成不同的焊接任务。全数字化焊机:本试验中采用福尼斯tps5000全数字化焊机,该系列全数字化焊机是在逆变电源的基础上,结合计算机技术,采用数字信号处理器dsp(digital si--gn processor),通过微处理的精确运算来控制焊机的各项性能及工作过程,控制电路高度集成,其控制前所未有的精确、可靠,焊接性能卓越,焊接性能极好。fronius的全数字化焊机tps采用模块化设计,可实现焊机的软件升级,通过改变软件来拓展焊机功能,以满足各种不同的需要。

焊接机器人与焊接电源

kcp的键盘说明
图中的1至18分别为:运行方式选择开关,驱动装置接通,驱动装置关断,紧急关断按键,空间鼠标,右状态健,光标键,键盘,数字区,软键,你向启动按键,启动键,停机按键,选择窗口按键,esc按键,左状态健、键和菜单键。 焊接机器人的控制原理是通过kcp进行手工示教,由计算机记录具体位置,再进行自动带电运行。但是在我们这次焊接系统中,由于要进行变坡口的马鞍形的切割。每个点的位置、姿态都要精确定义。因此不能用一般的示教方法简单地表示出需要的运行轨迹,而是要先用接下来设计的软件来计算出确定的点坐标,再上传至kuka机器人中进行焊接。
3、焊接方法
左向焊法:焊缝浅而宽,飞溅稍大,保护效果稍差,不易焊偏,成型美观,适用于薄板、坡口打底焊。其他参数:
4、焊接材料
(1)焊丝
1.2mm药芯焊丝为试验用焊丝。
(2)焊枪(常用的是鹅颈式)
导电嘴:将焊接电流传送给焊丝。 喷嘴:向焊接区输送保护气体。
(3)坡口形状
不同型式的坡口具有不同的特点和最适用条件。经综合考虑选择带1mm钝边的v形坡口
5、焊前准备
(1)了解焊件形状、焊缝位置
(2) 测量坡口尺寸,清理坡口两侧20mm内的油污、水分、锈迹、油
漆等污物。
(3) 组焊工件应先检查其尺寸和位置是否正确,然后按定位焊要求
焊接定位焊缝。
(4) 试焊,焊接一块板厚相当的试板,看焊接规范是否为最佳。
6、焊接工艺
焊丝伸出长度(干伸长),是指导电嘴端头到焊丝末端的距离,如图3.1所示。它对机器人示教及焊接质量都有很大的影响。图中可知焊丝伸出长度l为:l=(10~12)d。其中l—焊丝伸出长度(mm);d—焊丝直径(mm)。当焊丝伸出长度l增加时,焊丝的电阻将相应增大,焊丝上将产生较大电压降,焊接电源会通过降低电流加以补偿,导致焊丝熔化速率降低,电弧长度变短,从而使得焊缝窄而高,还将使焊丝的伸出指向性有很大偏差,导致焊缝成形较差。
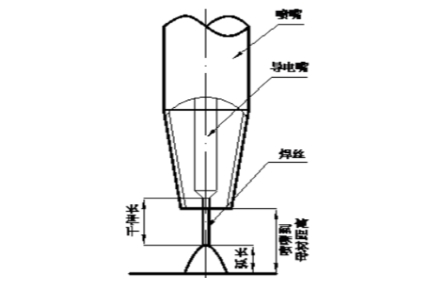
焊丝伸出长度
7、焊接缺陷及防治方法
(1)未熔合与未焊透
原因:焊接规范大,焊接速度慢,横向摆动过快;焊件厚大但规范小,焊速快。
措施:注意熔池变化,采用合适的摆动方法,防止熔融金属超前,坡口焊时横向摆动应在两侧稍做停留。
(2)咬边
原因:焊接规范大,焊接速度快,焊枪角度不正确,运条不均匀,横向摆动时在两侧未做停留。
措施:选择适当的焊接规范
(3)气孔
原因:气体保护不当,电弧过长,焊速快,工件表面清理不彻底,焊丝受潮,收弧太快。
措施:检查气体保护效果,缩短弧长,降低焊速,彻底清理工件表面,不使用受潮焊丝,收弧做适当停留。
